This ASTM test method describes the procedure for testing the torque retention of continuous thread closures. The tests can be applied to child-resistant or non child-resistant closures. In all cases, closures are fitted to containers at the application torque recommended by the manufacturer. The test may be “static” where groups of closed containers are stored for varying periods of time, temperature and humidity before the removal torque is measured. The specified intervals are; immediately, 24h, 48h, 7 days, 14 days and 28 days.
Alternatively, the test can be “dynamic”, where groups of closed containers can be subjected to conditioning and distribution cycles before the removal torque is measured.
A calibrated motor driven torque system capable of recording clockwise and counter-clockwise torque with a programmable, fixed rotational velocity. Where applicable, a means of applying a static downward force to activate the child resistant mechanism is required. The instrument should have a means of securely holding the container without distortion. A special cap mandrel may be used to hold the closure to facilitate application and removal without distorting the closure.
A torque calibration verification device. This is used to verify clockwise and counter-clockwise calibration of the torque measuring system prior to testing.
The torque measuring system should be calibrated in accordance with recognised traceable international standards. The calibration must be verified by using the torque calibration verification device by measuring both the application and removal torque five times before testing begins.
Method
1. Select sufficient quantities of new containers and closures to allow for control groups and at least 10 specimens for each torque measurement point per test variable. Also consider if a sterilization cycle is to be included.
2. If required, condition the specimens in accordance with Specification E171 and Practice D4332.
3. Fill the containers with the specified volume or weight of product or other materials that yields a similar weight and thermal characteristics.
4. Use the motorised torque testing system to set the application torque recommended by the container manufacturer or recognised industry Institution. Where required, simultaneously apply sufficient downward force to activate the child resistant mechanism. Record the rotational speed, the application torque and the downward force applied.
5. For static evaluation, measure the removal torque of one group immediately, again providing a constant downward force in the case of child resistant closures.
6. Store the other remaining groups for the required intervals, temperatures and humidity before measuring the removal torque. Record the removal torque, the rotational speed, the storage conditions, the interval and downward force if applicable.
7. For dynamic testing, use the motorised torque testing system to set the application torque recommended by the container manufacturer or recognised industry Institution. Where required, simultaneously apply sufficient downward force to activate the child resistant mechanism. Record the rotational speed, the application torque and the downward force applied.
8. Measure the removal torque of one group immediately, again providing a constant downward force in the case of child resistant closures. Record the removal torque, the rotational speed, and downward force if applicable.
9. Subject the remaining specimens to the selected distribution cycle, and then measure the removal torque as before. If information about long term storage is also required, then further specimens can be subjected to the required storage condition before removal torque measurements are made. . Record the removal torque, the rotational speed, the storage conditions, and interval and downward force if applicable.
Mecmesin Test Equipment Required for ASTM D7860-14
Vortex-xt Torque Test System, or Vortex-i computer controlled torque testing system.
Torque calibration verification device
/documents/datasheets/DS-1144-02.pdf

Vortex-xt torque tester

Torque verification device checking the calibration
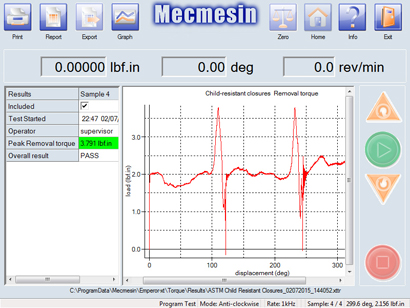
Closure test results from Vortex-xt








